

in the world. 不良が少なく、
高精度の鋳物部品を
安定供給できる、
唯一無二の技術
世界的なものづくりの町
燕三条で
鋳物に向き合い63年
厚さわずか2ミリの
ダクタイル鋳鉄を可能にする、
唯一無二の技術
私たちサントク(三条特殊鋳工所)は、
「鋳物の価値・魅力を高め、それを広めること」を使命とし、
鋳物を通してたくさんの笑顔を創ることに全力で取り組んでいます。
Cast Iron Parts Division
部品事業部
ダクタイル鋳鉄(FCD)、CV鋳鉄(FCV)、普通鋳鉄(FC)が可能です。
引け巣の少ないダクタイル鋳鉄に自信があります。

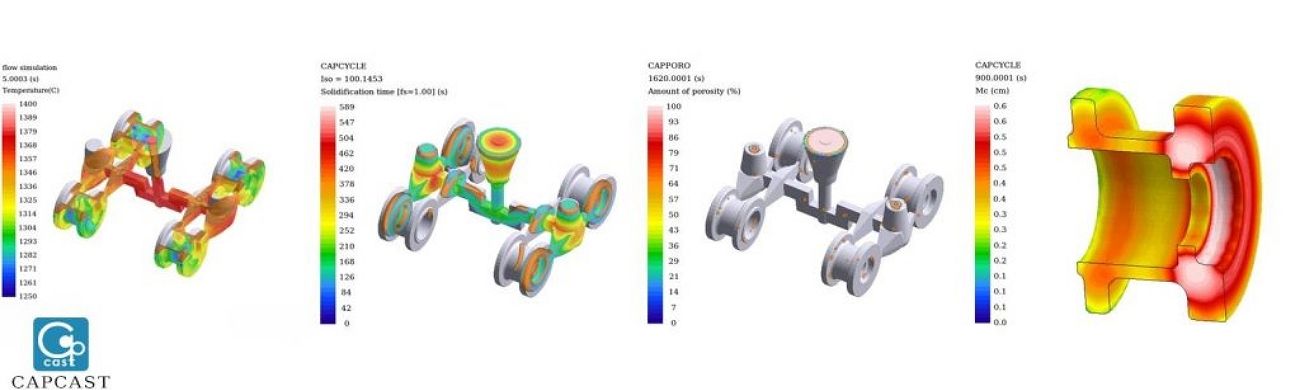
サントクの強み・特徴
鋳鉄製機械部品の鋳造で長年培ってきたノウハウと、最新のシミュレーションの利用で引け巣、ガス欠陥などの鋳造欠陥を最小に抑えることができます。
製品形状に原因がある場合は欠陥発生の少ない形状をご提案いたします。

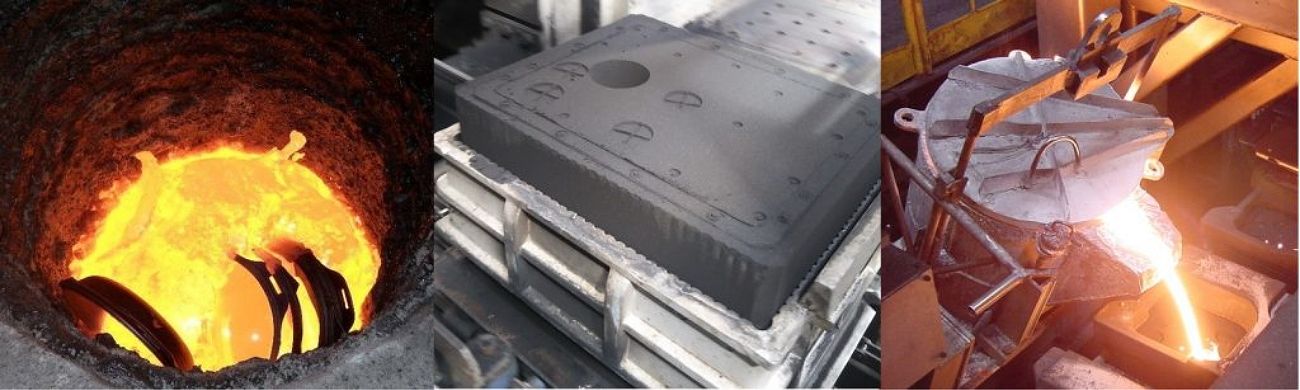
サントクの製造能力
ダクタイル鋳鉄(FCD)、CV鋳鉄(FCV)、普通鋳鉄(FC)が可能です。 引け巣の少ないダクタイル鋳鉄に自信があります。
機械加工、熱処理、メッキ、カチオン塗装、錆止め塗装、バフ研磨、簡単な組み立て、梱包など、あらゆる後工程も一挙にお引き受けします。
Development Division
開発事業部
笑顔あふれる食卓の中心に、それらが活躍してくれることを願って、
鋳物機械部品の製造で培った確かな技術により生まれた、
普段使い可能な鋳物製調理器具。
 #煮る #そのまま食卓へ
#煮る #そのまま食卓へ
UNILLOY 鋳物ホーロー鍋
私たち三条特殊鋳工所の「SSC」の中で、山田耕民氏デザインによるブランドがUNILLOY。
軽さ・薄さとデザイン性を兼ね備えた、一般の方からプロのシェフまでご愛用いただいているホーロー鍋です。
 #焼く #素材をもっとおいしく
#焼く #素材をもっとおいしく
UNILLOY フライパン
常識を覆す「軽さ」の鋳物フライパン スキレット。
クラウドファンディングMakuakeにて数多くの支援をいただきました。熱伝導が最高で、素材の美味しさをグッと引き出します。
 #焼く #驚きの軽さ
#焼く #驚きの軽さ
KOMIN
私たち三条特殊鋳工所がキッチンウェアを手掛ける原点となったブランド KOMIN。
UNILLOYホーロー鍋と同じ山田耕民氏デザインです。ダクタイル鋳鉄製なので、薄くても強度があり安心して使えます。
 #炒める #煮る #コンパクト
#炒める #煮る #コンパクト
SSC
SSC(三条スペシャルキャスト)は、私たち三条特殊鋳工所の概念ともいうべきブランド。
極薄鋳鉄というユニーク(独特)な金属合金を使い軽くて使いやすく高機能な調理器具で、世界中の料理好きに、美味しい料理を届けます。
 #焼く #煮る
#焼く #煮る #アウトドア #ソロキャンプ
SSCamp! ソロキャスト16
私たちの鋳鉄調理器具ブランド「SSC」から、初めてのキャンプツールブランド「SSCamp!」(エス・エス・キャンプ!)が登場しました。
ソロキャスト16は、鋳物なのに薄くて軽い鋳鉄ギア(グリル、スキレット、プレート)のセットでソロキャンプの調理をもっとわがままに、自由に、そして楽しく。
鋳物ならではの美味しさと、気軽に使える利便性の両立を果たしました。
Online Open Factory
サントクを動画で紹介
サントクの工場見学を、動画でご体験ください。
TSUNEIが行く!オープンファクトリー(部品工場篇)
TSUNEIが行く!オープンファクトリー(開発工場篇)
Recruit
採用情報
世界一の技術に触れ、笑顔を生み出すその仕事にあなたの
「やりがい」をお約束します。
女性も現場で活躍していますので年齢性別問わず、
あなたのチャレンジ、お待ちしています。








